

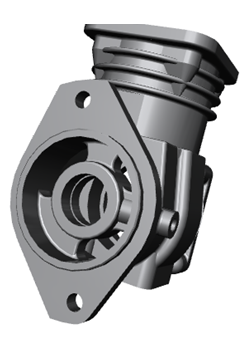
Air compressor is the basic product of industrial modernization and core equipment for providing air source power and air-operated system. It is a device that converts mechanical energy (usually electromotor) into gas pressure. When air compressor is at work, air absorbed by self-cleaning air filter, through PLC automatic self-cleaning strainer, enters into first-stage compression, then goes to intercooler for cooling due to the high heat after compression,(water moves inside tube, air flows outside tube, water volume requirement is110m/h) then goes to second compression system, to avoid the air pouring into compression chamber (avoid start with pressure), with a hanging check valve in exhaust pipe, exhaust gas pushes away check valve to enter into exhaust silencer, then goes to first aftercooler, second aftercooler, then goes to main exhaust pipe.
Here is the solution for air compressor HT-250(HB196-241)technique process.
upper
face and right face milling
Tool:FMDX-125-B40-PN11-12
Insert:YBD152/PNEG110512R-CM ,YBD152/PNEG1105-PW6
Cutting data:Vc=


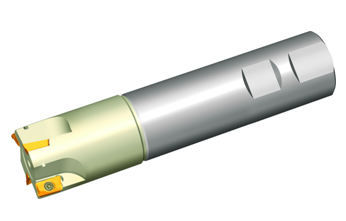
Face milling
Tool:EMP01-032-XP32-AP16-03(200)
Insert:YBG302/APKT160408-PM
Cutting data:Vc=

Boring and chamfering
Rough boring
Tool: non-standard composite
tool
Insert:YBD152/CCMT09T308-HM
Cutting data:Vc=
Finish boring
Tool:Φ39、Φ90 non-standard composite tool
Insert:YNG
Cutting data:Vc=

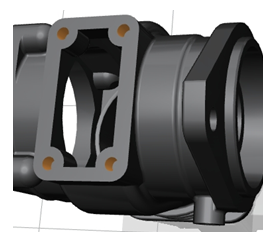
Slot milling
Tool: non-standard welding
milling cutter
Cutting speed:Vc=

Hole rough boring
Tool:RB04-CN63-87115-110L/RI34-87115-CC12
Insert:YBD152/CCMT120408-HM
Cutting data:Vc=

Hole chamfering
Tool:CMD01-036-XP32-SP12-03
Insert:YBG302/SPMT120408
Cutting speed:Vc=

Internal hole finish boring
Tool:FB04-CN50-67105
Insert,YNG
Cutting data:Vc=

Finish milling of base face
Tool:EMP12-080-A27-AZ11-09
Insert:YBG212/AZGT113508PDER-PF
Cutting data:Vc=
Drilling M8 thread bottom hole
Tool: Non-standard cemented carbide)Φ6.75*18*Φ10*89
Cutting data: Vc=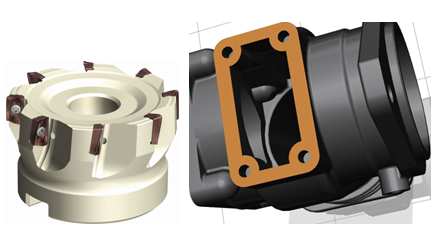
M8-6H threading
Tool:(solid carbide taps)
Cutting speed: Vc=
